Bore to Side Hole
Cross holes and ports may need to relate to the central bore, OD, shoulder or end face.
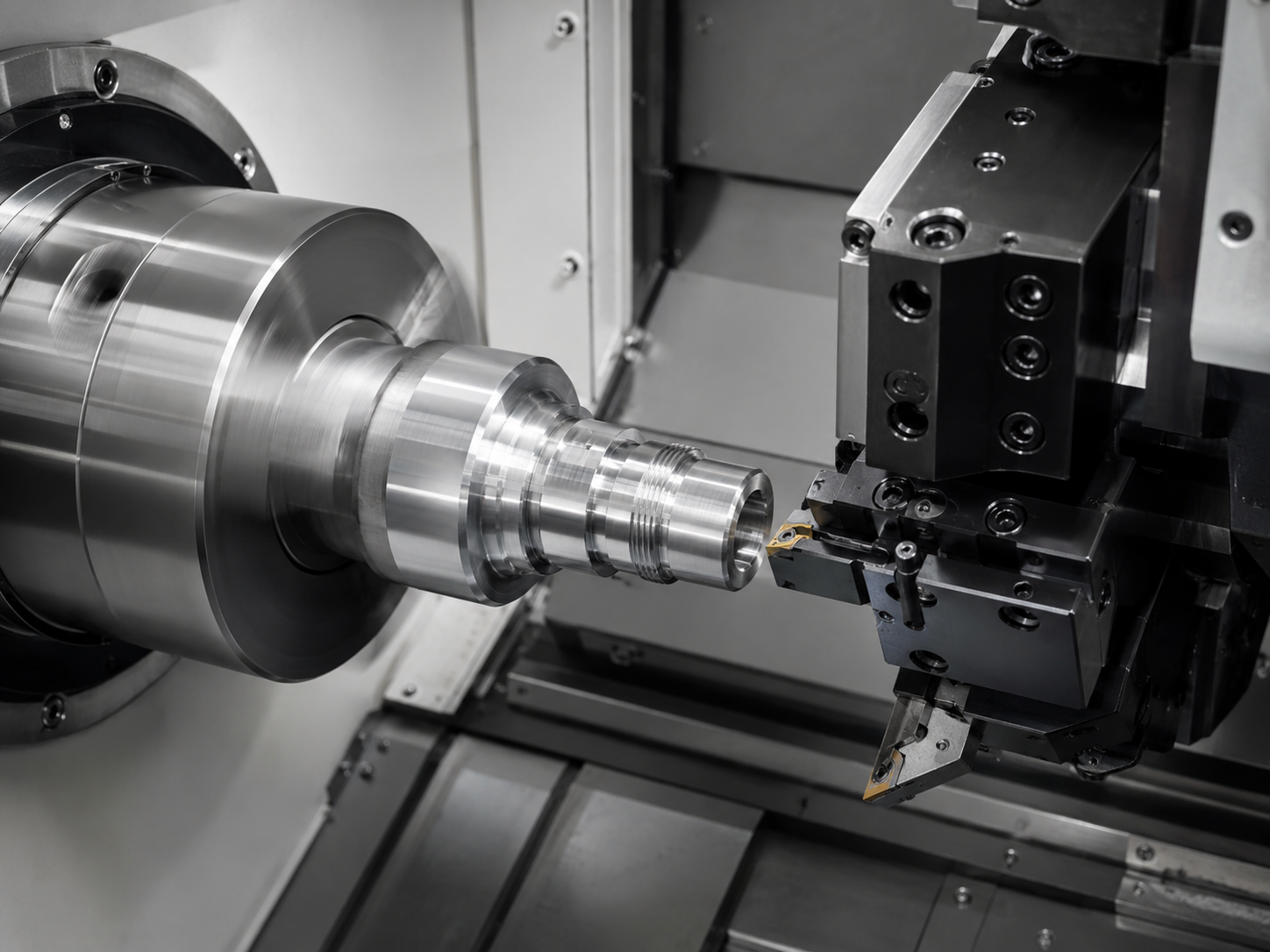
Turn-Mill Machining
Turn-mill machining is suitable for components that combine turned diameters, bores, flats, slots, cross holes, radial holes, threaded features, wrench faces, grooves, and multi-side details. Where possible, related features are completed in one setup to reduce accumulated error and protect datum relationships.
DXSCNC focuses on small to mid-size precision turned and turn-mill components.
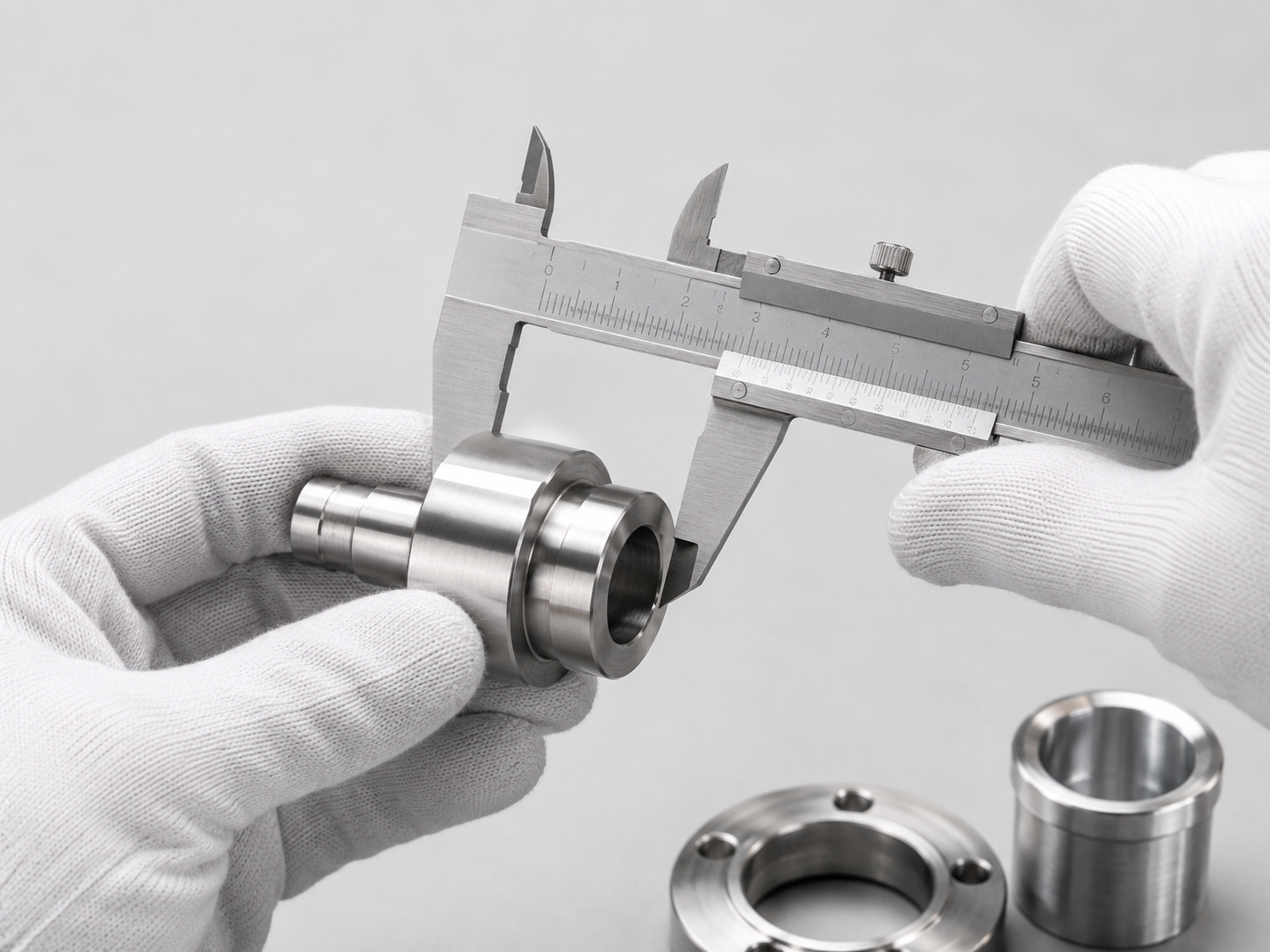
Typical machining tolerance: +/-0.02 mm for suitable CNC turned and turn-mill features after drawing review.
Tolerance feasibility depends on material, geometry, part size, wall thickness, surface treatment, workholding and inspection method. Send the drawing so the feature relationships can be reviewed before quoting.
Share the drawing, material grade, tolerance requirements and quantity so we can confirm whether the part fits the machining range and process plan.
Send Drawings for Review
When turned and milled features are related, moving the part between separate machines can introduce accumulated error. Turn-mill machining can reduce handling and help protect relationships between diameters, bores, flats, side holes, bolt patterns and mating faces.
One setup is not automatically required for every part. We review the drawing to decide whether the feature relationships, tolerances and quantity justify turn-mill machining.
Use turn-mill when a rotational part also needs controlled flats, cross holes, ports, slots, side threads, or bolt patterns that relate to the turned datums.
Cross holes and ports may need to relate to the central bore, OD, shoulder or end face.
Wrench flats and threaded features may need consistent angular and axial position.
Flanged components often require the central bore, bolt pattern, and sealing face to be reviewed together.
Slots, keyways and grooves may need controlled distance from a functional datum surface.
Assembly fit can depend on face quality, perpendicularity, bore condition, and burr control.
We check how related features will be measured before committing to a machining plan.
We will review one-setup feasibility, feature relationships, accumulated error risk, inspection method, material behavior and packing needs before quoting.
Send Drawings for Review
Stepped diameters, grooves, threads, shoulders, cross holes, and controlled mating surfaces.
View details
Bore control, OD/ID relationship, end-face quality, chamfering, cross holes, and deburring.
View details
Central bores, bolt hole position, face quality, sealing surface control, and datum understanding.
View details
Internal and external threads, thread depth, entrance chamfer, burr control, and gauge inspection.
View details
Connection parts for mechanical, industrial, brass, and fluid-control assemblies.
View detailsReview a real DXSCNC turn-mill component using customer-approved public photos. The case focuses on visible geometry, radial side-feature burr-control risk, finished-surface protection and drawing-review points without exposing confidential customer data.
See the real finished-part photos, evidence limits and buyer review points.
Turn-mill machining case studyReview a real DXSCNC brass turn-mill component case using customer-approved public finished-part photos. The case focuses on strict geometric tolerance review, CMM inspection planning, anti-oxidation treatment and individual packing protection.
See the public project facts, finished-part photos and buyer review points.
Brass turn-mill case studyReview a real DXSCNC production example for a 500-piece black POM long cylindrical mounting component. The page focuses on M15 end threads, milled side features, cross holes, counterbores, positional relationships and controlled plastic machining risks.
See real DXSCNC product photos and the public engineering review points for this drawing-based component.
View POM production exampleRead the engineering guide to cylindrical datums, angular positioning, cross-hole and counterbore relationships, POM workholding and inspection planning for position-sensitive turn-milled components.
The guide uses this black POM production example to separate confirmed project facts from general machining guidance.
Read feature-position guideChoose turn-mill machining when turned diameters and milled features have functional relationships or when reducing handling can reduce risk.
Yes. Cross holes, radial holes, ports and side threaded holes are common reasons to review a part for turn-mill machining.
Not always. We compare feature risk, quantity, tolerance requirements and setup complexity before recommending the process.
A 2D drawing with datum, tolerance, thread and surface finish notes plus a 3D model gives the clearest review path.
Send drawings, material, quantity, surface treatment, tolerance requirements and target delivery date.
Your drawings and technical files are used only for RFQ review, manufacturing communication and inspection planning. DXSCNC does not publish or share customer drawings without permission.